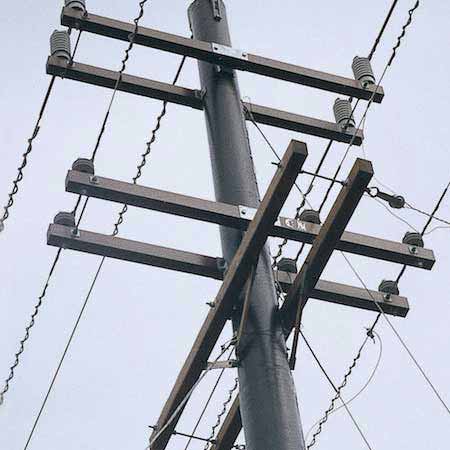


FRP Crossarm odnosi se na strukturnu komponentu izrađenu od vlaknima ojačanog polimernog kompozitnog materijala. Dizajniran je za podršku električnim vodičima, izolatorima i drugoj opremi u nadzemnim dalekovodima. FRP Crossarms nude vrhunsku čvrstoću, izdržljivost i otpornost na koroziju u usporedbi s tradicionalnim materijalima.

Koja je veličina i oblik FRP Crossarma
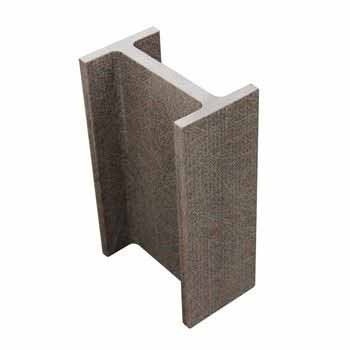
FRP Crossarms dostupni su u različitim specifikacijama i modelima koji odgovaraju različitim zahtjevima prijenosnog sustava. Neke uobičajene specifikacije uključuju:
Širina: u rasponu od 75 mm do 200 mm.
Debljina: Varira od 8 mm do 20 mm.
Duljina ruke: Prilagodljiva za ispunjavanje specifičnih zahtjeva projekta.
Oblik poprečnog presjeka: pravokutni, u obliku slova T ili prilagođeni dizajni temeljeni na specifikacijama projekta.
Dizajn ojačanja: čvrsti FRP križni krakovi, šuplji s punjenjem od pjene ili druge strukturne konfiguracije.
Koje su razine napona dostupne za FRP Crossarm
FRP Crossarms klasificiraju se na temelju njihove sposobnosti da izdrže specifične razine napona u sustavima električnog prijenosa. Uobičajene oznake napona uključuju kategorije niskog, srednjeg i visokog napona, kao što su 11kV, 33kV, 66kV i 132kV.
Ugradnja FRP poprečnog držača:
Proces instalacije za FRP Crossarms općenito uključuje sljedeće korake:
Priprema mjesta: Raščišćavanje područja i osiguravanje stabilnog temelja za postavljanje poprečne poluge.
Montaža: Sigurno pričvršćivanje poprečne ruke na toranj prijenosa pomoću odgovarajućih spojnica i nosača.
Dodatak: Instaliranje vodiča, izolatora i druge opreme na poprečnu polugu prema projektnim specifikacijama.
Ispitivanje i inspekcija: Provođenje testova i inspekcija kako bi se osigurala ispravna instalacija i funkcionalnost.
Prednosti FRP armature u usporedbi s tradicionalnom armaturom:
Lagan: FRP Armovi su znatno lakši od tradicionalnih materijala, što transport i instalaciju čini lakšim i isplativijim.
Otpornost na koroziju: FRP Crossarms su vrlo otporni na koroziju, produžujući njihov radni vijek i smanjujući zahtjeve za održavanjem.
Visoki omjer čvrstoće i težine: FRP krakovi nude izvrsnu čvrstoću dok su lakši od alternativa, pružajući poboljšanu nosivost i izdržljivost.
Električna izolacija: FRP-ova izolacijska svojstva pomažu u sprječavanju električnih nezgoda i poboljšavaju ukupnu sigurnost prijenosnih sustava.
Održivost: FRP Crossarms su ekološki prihvatljivi, jer nisu vodljivi, nisu korozivni i mogu se reciklirati.
| Parametri izvedbe | Opis |
|---|---|
| Materijal | Polimer ojačan vlaknima (FRP) |
| Gustoća | Lagan, obično u rasponu od 1,5 – 2.0 g/cm³ |
| Snaga | Visoka vlačna i savojna čvrstoća |
| Otpornost na koroziju | Izvrsna otpornost na koroziju i kemijsku degradaciju |
| Električna izolacija | Neprovodljiv i pruža električnu izolaciju |
| Toplinska vodljivost | Niska toplinska vodljivost |
| UV otpornost | Izvrsna otpornost na UV zračenje |
| Otpornost na vatru | Nezapaljiva ili samogasiva svojstva |
| Upijanje vode | Niska stopa upijanja vode |
| Dimenzijska stabilnost | Minimalno širenje ili skupljanje s promjenama temperature |
| Otpornost na udarce | Visoka udarna čvrstoća i otpornost |
| Montaža | Lako se postavlja i zahtijeva minimalno održavanje |
| Životni vijek | Dug radni vijek s malom degradacijom tijekom vremena |
| Održivost | Ekološki prihvatljiv materijal koji se može reciklirati |
Proces proizvodnje FRP poprečne ruke
Proces pultruzije
FRP Crossarms proizvode se postupkom pultruzije, koji uključuje sljedeće korake:
Impregnacija smolom: Staklena vlakna ili prostirke provlače se kroz kupku smole, čime se osigurava temeljita impregnacija.
Kalup za oblikovanje: impregnirana vlakna prolaze kroz grijani kalup za oblikovanje, gdje se smola stvrdnjava i oblikuje oblik poprečne ruke.
Sustav za povlačenje: Poprečna ruka se kontinuirano povlači kroz matricu pomoću sustava za povlačenje, čime se osiguravaju dosljedne dimenzije i svojstva.
Rezanje: poprečna ruka se reže na željene duljine, spremna za tehnike post-ekstruzije.
Punjenje pjenom
Tijekom procesa proizvodnje FRP Crossarms, punjenje pjenom obično se uključuje u dvije glavne metode: punjenje pjenom u liniji i punjenje pjenom nakon ubrizgavanja.
In-line punjenje pjenom: In-line punjenje pjenom se provodi tijekom procesa pultruzije. Prije impregniranja vlakana smolom, smjesi smole se dodaje sredstvo za stvaranje pjene. To omogućuje da se pjena formira unutar FRP Crossarma tijekom procesa pultruzije. Ugradnjom pjene u liniji, rezultirajuća poprečna ruka ima kontinuirani profil s unutarnjim punjenjem od pjene. Ova metoda osigurava lagane karakteristike i povećanu krutost, dok istovremeno poboljšava otpornost poprečne ruke na savijanje i kompresiju.
Punjenje pjenom nakon ubrizgavanja: Druga uobičajena metoda uključuje ubrizgavanje pjene u šuplju unutrašnjost prethodno pultrudirane FRP poprečne armature. Ovaj proces se odvija u završnim fazama pultruzije. Specijalni uređaj za ubrizgavanje koristi se za uvođenje pjenastog materijala za punjenje u određena područja poprečne ruke. Punjenje pjenom nakon ubrizgavanja nudi dodatnu čvrstoću, krutost i prednosti smanjenja težine. Poboljšava sposobnost prigušivanja i otpornosti na vibracije poprečne ruke.
Metode punjenja pjenom u liniji i nakon ubrizgavanja mogu se prilagoditi kako bi se zadovoljili specifični zahtjevi projekta, adresirajući željenu snagu, težinu i kriterije izvedbe. Bez obzira na korištenu metodu, punjenje pjenom poboljšava mehanička svojstva FRP Crossarma, smanjuje težinu i povećava njegovu sposobnost prigušivanja vibracija. Ove prednosti doprinose pouzdanosti i trajnosti poprečne ruke u sustavima električnog prijenosa.
EInstalacija druge kapice:
Druga tehnika nakon ekstruzije je ugradnja završnih kapa. Završne kapice obično su izrađene od izdržljivog materijala, poput termoplasta ili kompozita, i pričvršćene su na krajeve poprečne poluge. Ovaj proces nudi nekoliko prednosti:
Zaštita od vlage: Završne kapice djeluju kao barijere, sprječavaju prodor vlage u poprečnu polugu, što može dovesti do degradacije i smanjenog vijeka trajanja.
Poboljšana sigurnost: Ugradnja završnih kapica smanjuje rizik od slučajnog kontakta s izloženim vlaknima, osiguravajući električnu sigurnost tijekom rukovanja i instalacije.
Estetika i izdržljivost: Završne kapice daju dovršen izgled poprečne ruke dok istovremeno poboljšavaju njenu ukupnu izdržljivost i otpornost na čimbenike okoliša.
Kontrola kvalitete i završna obrada:
Nakon punjenja pjenom i postavljanja završne kapice, FRP poprečne armature podvrgavaju se temeljitom procesu kontrole kvalitete. To uključuje dimenzionalne provjere, vizualne preglede i mehanička ispitivanja kako bi se osigurala sukladnost sa specifikacijama. Ručke se također mogu podvrgnuti završnim postupcima kao što su brušenje, obrezivanje i površinska obrada kako bi se zadovoljili željeni estetski i funkcionalni zahtjevi.
Usluge:
Ako ste zainteresirani za ovaj proizvod, kontaktirajte nas bez oklijevanja, pružamo sljedeće usluge
OEM/ODM usluga i podrška
Besplatni promotivni materijal ako je potrebno
Usluge klijentima jedan na jedan
Učinkovita komunikacija unutar 24 sata
Ažuriranje kolekcije novog dizajna i stila za kupca
Popularni tagovi: nosači od fiberglasa, Kina, proizvođači, tvornica, cijena